佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号





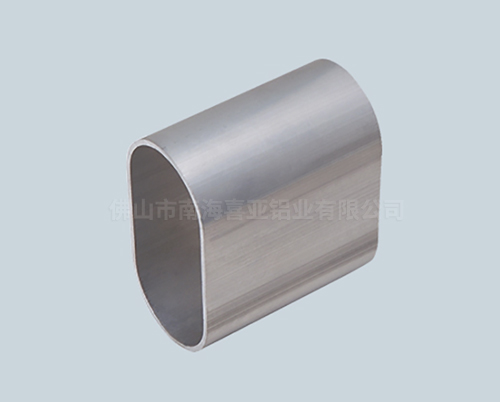
工业铝型材挤压温度是挤压生产过程中重要的工艺参数,为了降低金属的变形抗力,减小挤压力,需要提高工业铝型材挤压温度。但挤压温度提高到一定温度时,容易出现热脆现象,产生裂纹等缺陷。为避免这种现象,为提高挤压速度,需要降低挤压温度。这两个条件是相互矛盾的,为了既能降低变形抗力,又能采用较大的挤压速度,必须选择一个金属塑性好的温度范围。但是工业铝型材挤压生产过程中,金属与挤压筒内衬、模具、垫片产生摩擦,以及金属本身产生变形等,会使金属的温度升高,往往会突破事先选好的挤压温度范围。实验证明:在整个挤压过程中挤压温度是逐渐升高的,挤压速度随着铸锭金属的减少而逐渐加快。因而工业铝型材产品尾端由于挤压温度的提高、挤压速度的加快而经常产生裂纹的现象。挤压过程中挤压温度的升高与工业铝型材的本性及挤压条件有关。对于工业铝型材而言,金属在模具出口处前后温度差为10-60℃之间。