佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
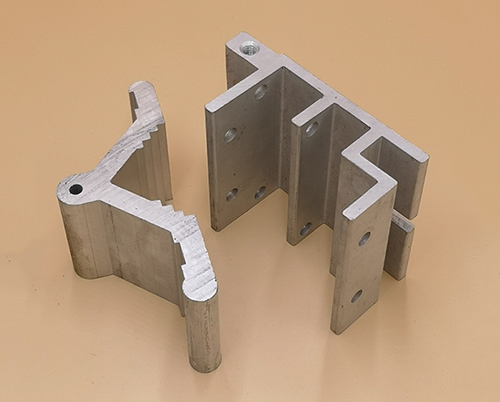
一、工业铝材定义
1、工业铝合金型材,是一种以铝为主要成份的合金材料,铝棒通过热熔,挤压从而得到不同截面形状的铝材料,
2、但添加的合金的比例不同,生产出来的工业铝型材的机械性能和应用领域也不同。
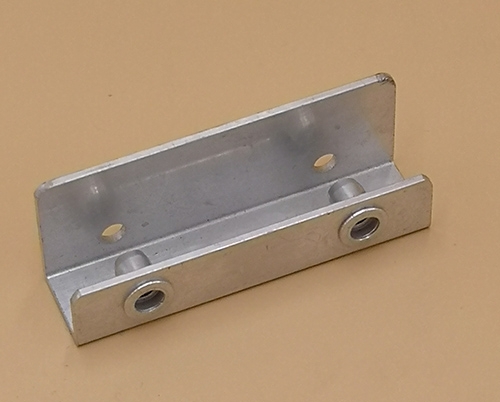
2、执行标准按GB/T5237.1-2004。
3、应用的领域一般来讲,工业铝型材是指除建筑门窗、幕墙、室内外装饰及建筑结构用铝型材以外的所有铝型材。
二、挤压工业铝材注意操作规程及注意事项
挤压重要的问题是金属温度的控制,
从铸锭开始加热到挤压型材的淬火都要保证可溶解的相组织不从固溶中析出或呈现小颗粒的弥散析出。
6063合金铸锭加热温度一般都设定在Mg2Si析出的温度范围内,
加热的时间对Mg2Si的析出有重要的影响,采用快速加热可以大大减少可能析出的时间。
一般来说,对6063合金铸锭的加热温度可设定为:未均匀化铸锭:460-520℃;均匀化铸锭:430-480℃。
其挤压温度在操作时视不同制品及单位压力大小来调整。

三、工业铝材挤压机操作规程:
1、检查油压系统是否漏油,空气压力是否正常。
2、检查传输带、冷床、储料台是否有破损和擦伤型材之处。
3、拉伸前要确认铝型材的长度,再预定拉伸率,确定拉伸长度,即主夹头移动位置,
4、通常6063T5拉伸率为0.5%--1%,6061T6拉伸率为0.8%--1.5%。
5、根据铝型材的形状确认夹持方法,大断面空心型材,可塞入拉伸垫块,但要尽量确保足够的夹持面积。
6、当铝型材冷却至50℃以下时,开能拉伸型材。
7、当型材同时存在弯曲和扭拧时,应先矫正扭拧后拉弯曲。
8、第1、2根进行试拉,确认预定拉伸率和夹持方法是否合适。
9、目视弯曲、扭拧、检查型材的平面间隙、扩口、并口,如不合适,要适当调整拉伸率。
10、正常拉伸率仍不能消除弯曲、扭拧,或不能使几何尺寸合格时,应通知操作手停止挤压。
11、冷却台上的型材不能互相摩擦、碰撞、重叠堆放、防止擦花。
工业铝材挤压机的工作效率高低和使用寿命长短与工业铝材挤压机的安装顺序有很大的关系,一般工业铝材挤压机的设备基础,除要能承受设备本身重量和生产用原料重量外,还要承受工挤压机工作时的动负荷作用,因此设备安装必须按照相应的安装程序进行。