佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
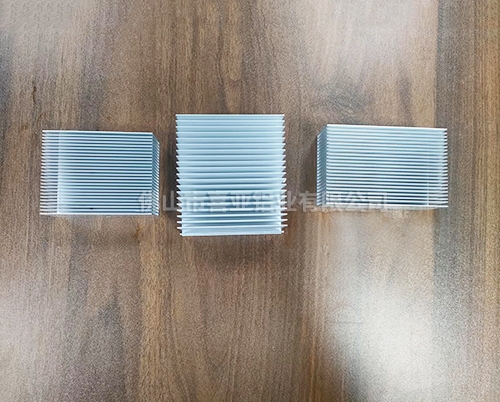
铝型材散热片的基本生产流程:产品需求---图纸开发---模具制作---试模(挤出铝型材)---切割,CNC加工---功能尺寸样品确认---颜色确认(阳极或氧化喷涂其他)---生产投入---包装(检验)---交货.。不同类的散热片,也有其独特的工艺流程,我们来一起探讨下

1. 铝挤式散热片。铝材质由于本身柔软易加工的特点很早就应用在散热器市场,铝挤技术简单的说就是将铝锭高温加热后,在高压下让铝液流经具有沟槽的挤型模具,作出散热片初胚,然再对散热片初胚进行裁剪、剖沟等处理后就做成了我们常见到的散热片。铝挤散热片的成本低,技术门槛要求也不高,不过由于受到本身材质的限制散热鳍片的厚度和长度之比不能超过1:18,所以在有限的空间内很难提高散热面积,故铝挤散热片散热效果比较差,很难胜任现今日益攀升的高频率CPU。
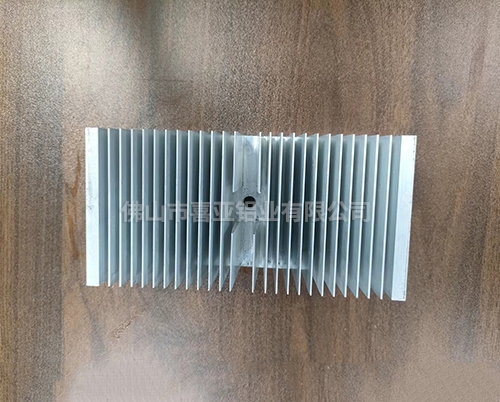
2. 塞铜式散热片。目前市场主流的散热片所用的主要材质无外乎铝和铜两种,而塞铜工艺则正是结合铝和铜各自优点应运而生的产物。塞铜工艺是利用热胀冷缩的原理来完成的,将铝挤型散热片加热后将铜芯塞入其中,再进行整体的冷却。由于没有使用第三方介质,塞铜工艺可以大幅度降低接触面间的热阻,不但保证了铜铝结合的紧密程度,更充分利用了铝散热快和铜吸热快的特性。 这种塞铜工艺成本适中散热效果也不错,是目前市场上的主流散热片类型。

3. 压固法。也就是将众多的铜片或铝片叠加起来,然后在两侧加压并将其截面进行抛光,这个截面与CPU核心接触,另外一面则伸展开来作为散热片的鳍片。压固法制作的散热器其特点是鳍片数量可以做的很多,而且不需要很高的工艺就能保证每个鳍片都能与CPU核心保持良好的接触,而各个鳍片之间也通过压固的方式有着紧密的接触,彼此之间的热量传导损失也会明显降低,正是因为压固法制作的散热器拥有众多的鳍片,这种散热器的散热效果往往不错,重量则比传统的散热器要轻的多。
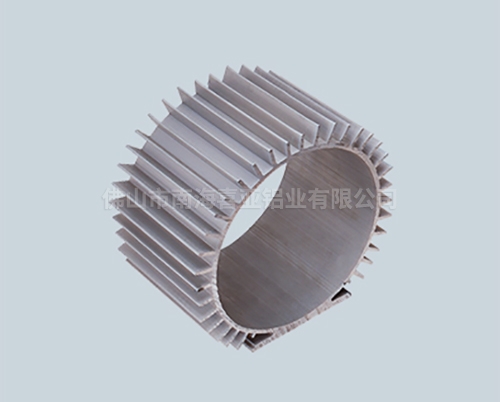
4. 锻造式散热片。锻造工艺就是将铝块加热后利用高压充满模具内而形成的,它的优点是鳍片高度可以达到50mm以上,厚度1mm以下,能够在相同的体积内得到大的散热面积,而且锻造容易得到很好的尺寸精度和表面光洁度。但锻造时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨位的锻压机械,也正因为设备和模具的高昂费用而导致产品成本极高,连许多超频发烧友都无福消受。