佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
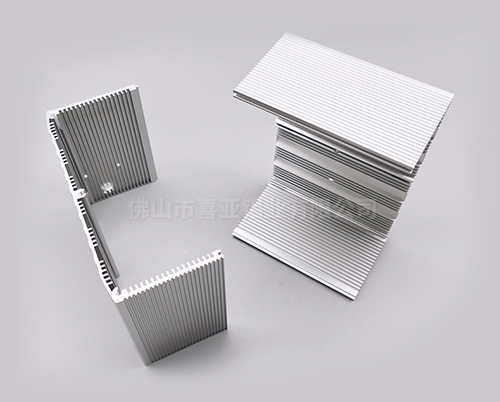
现在铝外壳产品在日常生活中随处可见,冲压是铝合金壳体加工中一种较为基本和常见的方法。冲压和数控加工的结合可以获得各种产品的铝外壳,而有些产品只需要或超过纯冲压。铝外壳大多数是用铝合金板材二次加工得来,在大批量生产时,铝外壳的加工以冲压为主。在冲压生产时铝合金外壳特别容易被压伤、刮花。

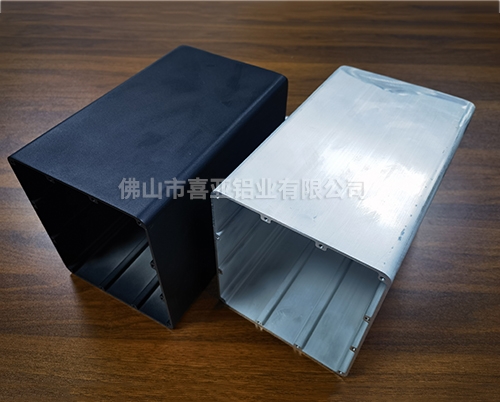
复杂结构铝合金外壳需要纯冲压,因此工序数量的确定非常重要。工序数量对产品尺寸精度、生产效率、生产成本等有一定影响。在确定冲压程序的数量时应考虑哪些问题:
(1)铝合金外壳的订单量:在大订单生产中,各工序应尽量组合,采用复合冲压或跳冲压,以提高生产效率,尽可能降低生产成本。在中小型订单生产中,可以采用简单的模具冲压,从而降低模具制造成本。
(2)铝壳尺寸精度要求;当尺寸精度很高时,可以适当增加一些辅助工序,以保证产品精度,减少废品。
(3)企业现有的成型条件和冲压设备;过于复杂的模具制造和装配是对企业模具制造条件标准的巨大考验。
(4)铝壳模具生产的稳定性;影响模具稳定性的因素很多,如模具材料、模具装配精度、润滑条件等。在确定工序数量时,可以适当增加一些工序,以避免冲压过程中的极限变形,从而有效提高冲压过程的稳定性。
铝合金材质较软,为了防止冲压过程中铝合金发生变形、移位。在冲压模具上必须设置准确的定位,定位装置需要表面光滑无菱角。这样可以有效的减少铝合金外壳冲压造成的不合格。