佛山市喜亚铝业有限公司
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368
一站式整体解决方案专家,专业打造高端铝材品牌
0757-81181368

销售部
张青:180-2224-1999
侯先生:133-2671-8618
电话:0757-81181368
QQ:287660868
邮箱:xy18022241999@163.com
网址:www.xiya-alu.com
地址:佛山市南海区狮山镇招大白泥坑工业园16号
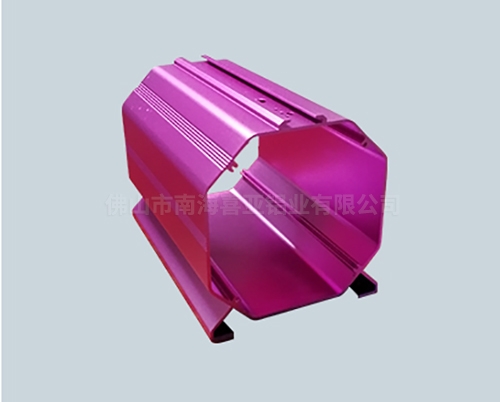
在铝型材的挤压生产中,常见的缺陷是比较直观的:如弯曲、扭拧、磕碰、夹渣等。而表面吸附毛刺缺陷,不仔细观察或手摸较难发现,但它严重影响后续氧化、电泳等型材的表面质量,很难去除掉,严重影响装饰型材的表面。因此,要在挤压生产实践中不断地观察分析,总结其成因,及时采取措施,以减少这种缺陷的出现。
在挤压生产中,型材吸附毛刺经过仔细观察或用手在型材表面上滑动,都会发现。在锯切装筐工序,用风吹或擦拭,大部分的毛刺可以去掉。但还是有一部分由于静电原因仍吸附在型材表面上。经时效处理后,这些毛刺颗粒更加紧密粘附在型材表面。在型材表面预处理工序,由于槽液浓度的影响,有的可以去除掉,但在型材表面形成小麻坑,有的去除不掉,则形成凸起。

挤压型材表面出现的颗粒状毛刺分为四种:(1)铝棒中的杂质,(2)时效炉内的灰尘附着。(3)铝棒中的缺陷及成分在高温下析出,使金属塑性降低,抗拉强度降低,产生颗粒状毛刺。
挤压工艺参数的选择正确与否也是影响颗粒状冒充的重要因素。挤压温度越高、挤压速度过快,毛刺就越多,原因是由于温度高、速度快,型材流动速度增加,模具变形的程度增加,金属的流动加快,金属的变形抗力相对减弱,更易形成粘铝现象;对大的挤压系数来说,金属的变形抗力相对增加了,死区相对增大,提高了形成粘铝的条件,形成“吸附颗粒”的概率增加;铸棒加热温度与模具温度之差过大,也易造成颗粒状毛刺问题。
铝棒中的杂质影响,铝棒在熔铸过程中,精炼不充分,泥土、精炼剂、覆盖剂以及粉末涂料和氧化膜夹杂等混入棒中,这些物质在挤压过程中,使金属的塑性和抗拉强度显着降低,极易产生颗粒状毛刺。棒的组织缺陷常见的有疏松、晶粒粗大、偏析、光亮晶粒等,所有这些铸棒缺陷有一个共同点,就是与铸棒基体焊合不好,造成了基体流动的不连续性,在挤压过程中,夹渣极易从基体中分离出来,通过模具的工作带时,粘附在入口端,形成粘铝,并不断被流动的金属拉出,极易产生颗粒状毛刺。
在挤压生产中,模具是在高温高压的状态下工作的,受压力和温度的影响,模具产生弹性变形。模具工作带由开始平行于挤压方向,受到压力后,只有工作带的刃口部分接触型材形成的粘铝。在粘铝的形成过程中,不断有颗粒被型材带出,粘附在型材表面上,形成了毛刺。
我们现在使用的挤压模具以平面模居多,在铸棒不剥皮的情况下,铸棒表面及内在的杂质堆积在模具内金属流动的死区,随着挤压铸棒的推进及挤压根数的增多,死区的杂质也在不断的变化,有一部分被正常流动的金属带出,堆积在工作带变形后的空间内。有的被型材拉脱,形成了毛刺。因此,模具是造成毛刺的关键因素。另外工模具表面的粗糙度越高、工作带表面的硬度越低,也是造成粘铝,形成颗粒状毛刺原因之一。
还有空气中的尘埃、水、油污等强烈附着于铝型材表面,原因是热的铝型材遇到灰尘后粘附,发生化学反应并产生胶状物质,在时效过程中又与炉中的灰尘结合,生成较大的颗粒状毛刺,在随后的氧化、电泳、喷涂过程中不易清除。